Industries / New Energy
350kW EV chargers switching SiC at 50kHz. 1500V string inverters in desert solar farms. Megawatt-hour BESS containers with 1000VDC bus. Heavy copper to 12oz, 4kV HiPot isolation, IGBT/SiC power stages — from a manufacturer that understands power electronics.
Manufacturing Excellence
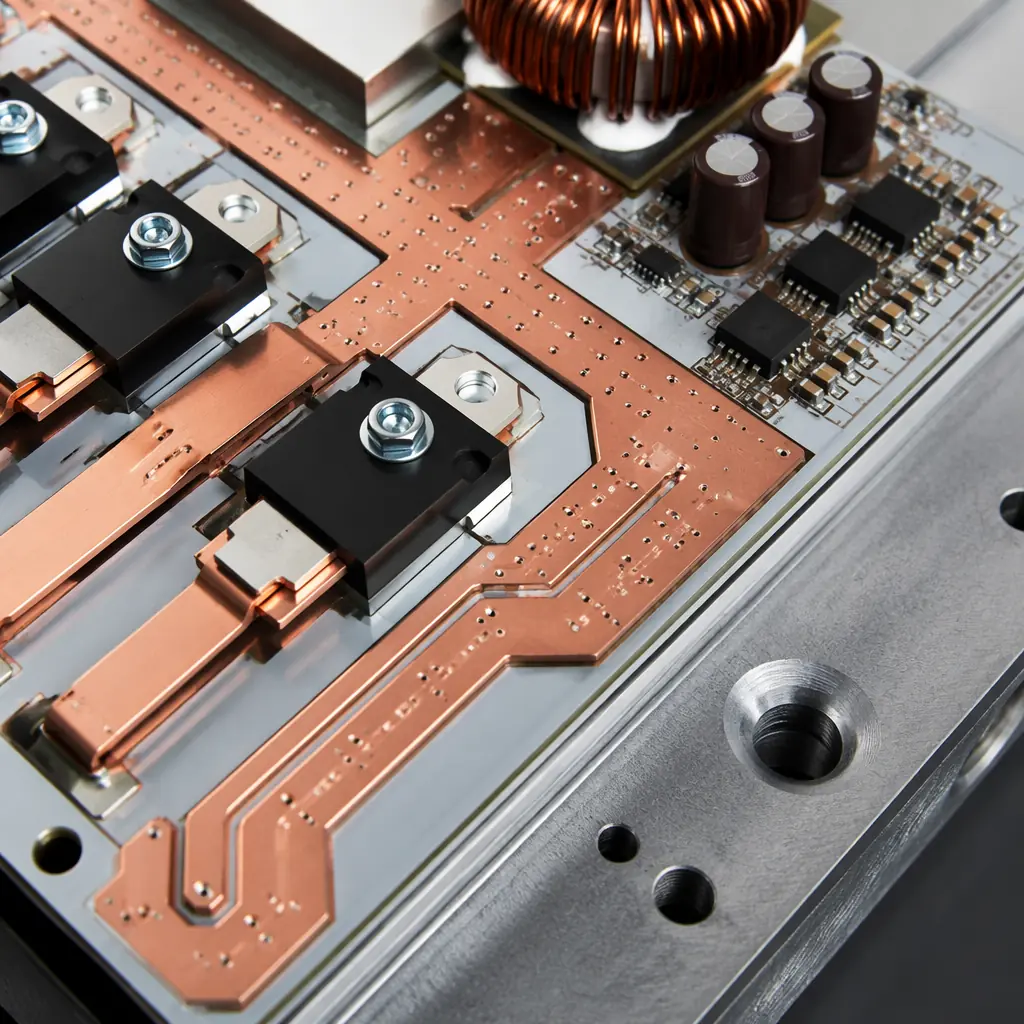
6oz inner layers standard for power distribution, 10-12oz for EV charger output stages. 50mm-wide 10oz trace carries 200A continuous with 20°C rise. Selective heavy copper reduces cost ~40% vs. all-layer.
400V to 1500V working voltage designs. Creepage/clearance per IEC 60664 at Pollution Degree 3. Isolation slots with post-routing debris wash. HiPot verification on 100% of production boards.
Aluminum or copper base 1.5-3.0mm for direct heat sinking. Dielectric thermal conductivity 1-3 W/m·K vs. 0.3 W/m·K for FR-4. For LED drivers, DC-DC converters, and motor controller power stages.
1500V system voltage designs. CTI ≥600V laminate for 1000VDC+ bus. 4kV HiPot between primary and secondary. Conformal coating for outdoor/desert installation. 25-year design life.
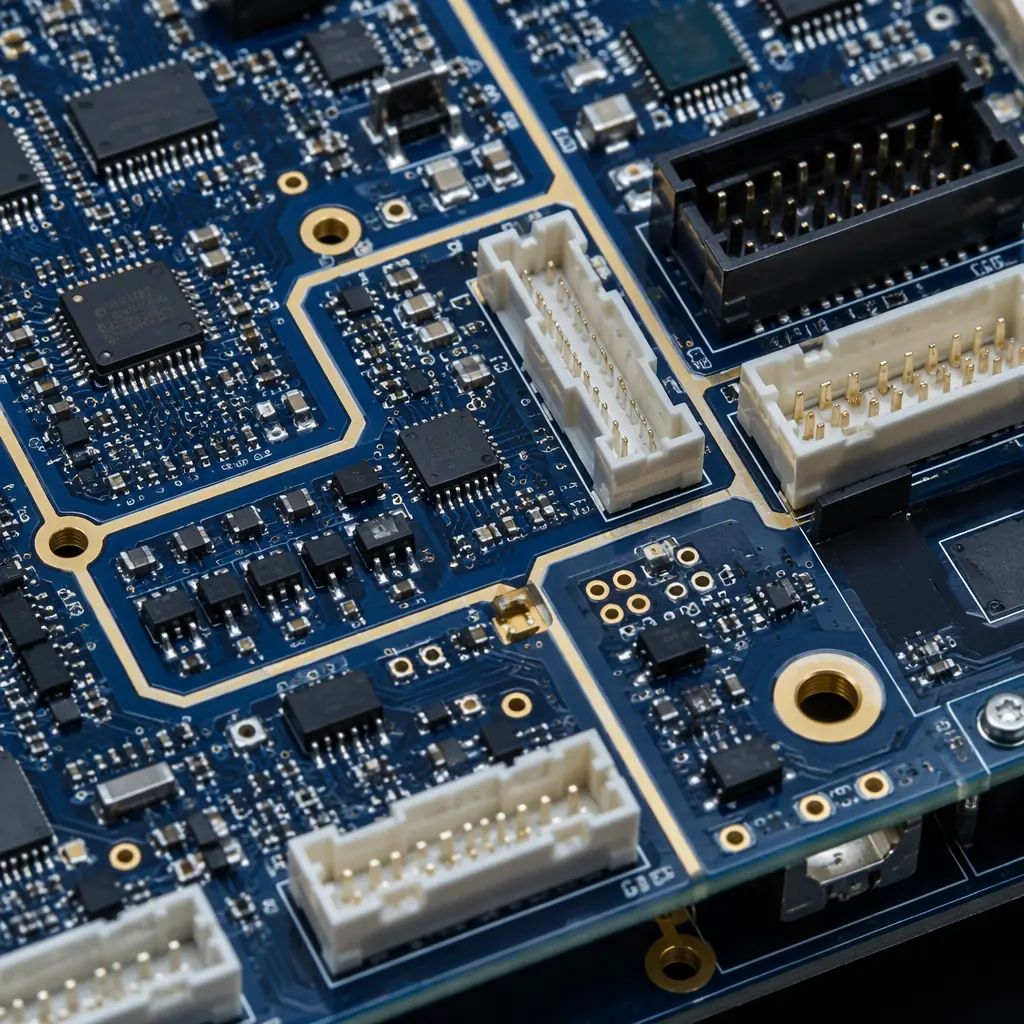
Battery management system (BMS) with precision voltage sensing (±0.1%). 1000VDC bus isolation. Daisy-chain or isoSPI interconnects for stackable modules. UL 1973 / IEC 62619 compliant.
Power layers at 6-10oz copper, signal layers at 1-2oz, all in single lamination. IMS (Insulated Metal Substrate) for direct-bonded power devices. Via aspect ratio 8:1 maintained on heavy copper layers.
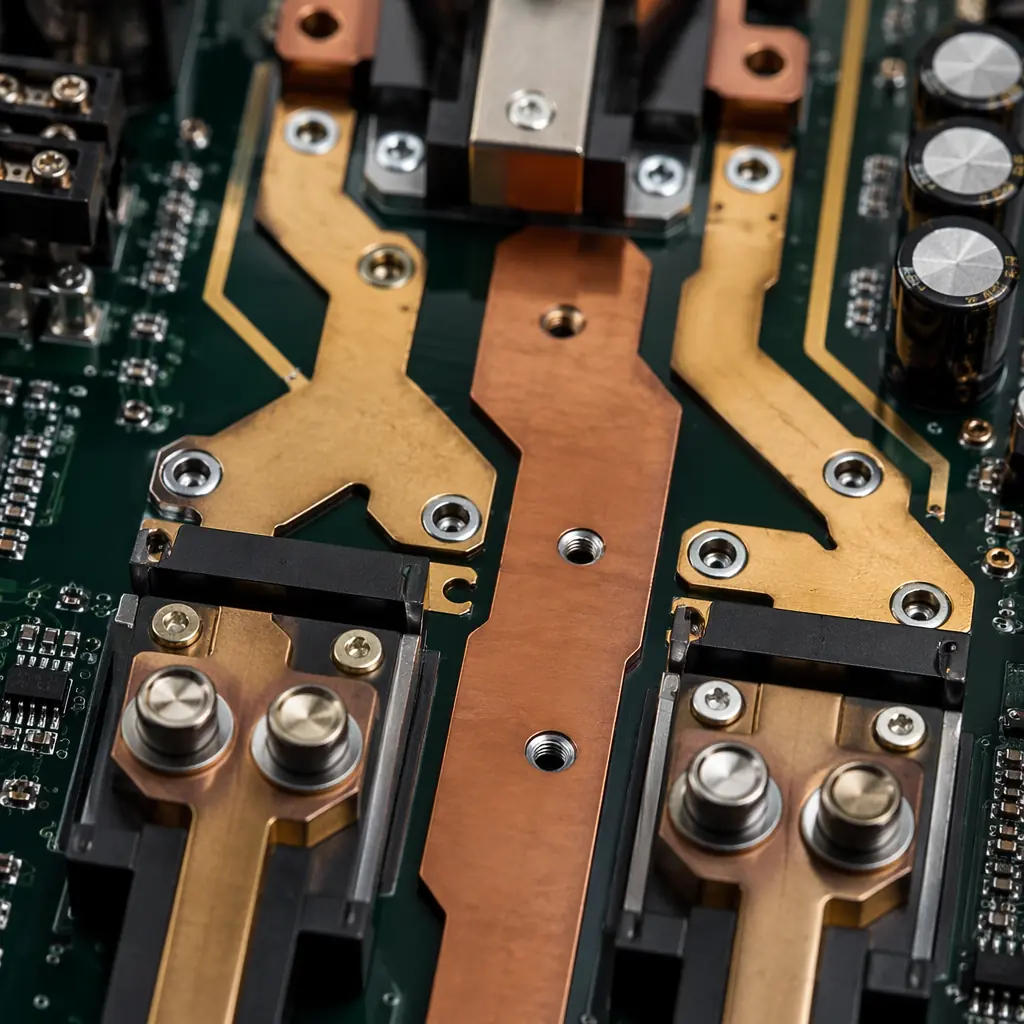
EV Charger Power Stage
A 350kW DC fast charger delivers 500A at 800V through the PCB. At 97% efficiency, that's 10.5kW of heat to dissipate. The PCB is simultaneously a current bus, a heat spreader, a high-voltage isolator, and a precision gate-drive signal router. Every function must coexist without compromise.
Solar & Storage
A solar microinverter under a panel in Arizona cycles from -20°C to +85°C every day for 25 years. That's 9,125 thermal cycles. Every solder joint, every laminate interface, every conformal coating bond must survive without degradation. Design margin isn't optional — it's the difference between a 2-year warranty claim and a 25-year revenue stream.
| Application | Key PCB Demands | Huaxing Solution | Quality |
|---|---|---|---|
| DC Fast Charger (350kW) | 12oz copper, SiC gate drive, <2nH loop L, embedded coin | 10-12oz, 4kV HiPot, copper coin, planar DC bus | IPC Class 2+ |
| On-Board Charger (OBC) | 6-11kW, compact, high-Tg, automotive qualified | 6-10oz hybrid, high-Tg FR-4, metal-core option | IPC Class 2+ |
| String Inverter (1500VDC) | HV isolation, outdoor rated, 25yr life, thermal cycling | CTI ≥600V, 8mm creepage, conformal coating, polyimide | IPC Class 2+ |
| Microinverter / Optimizer | Compact, under-panel rated, -40 to +85°C, 25yr life | Metal-core, high-Tg, conformal coating, 1000+ cycles | IPC Class 2+ |
| Battery BMS (Residential) | Precision analog, isolation, 16S LiFePO4/NMC | 6-8L, guard rings, isoSPI, ±0.1% voltage sense | IPC Class 2+ |
| Wind Power Converter | Heavy copper, IGBT power stage, HV, harsh environment | 10-12oz, 4kV HiPot, polyimide, embedded coin, 32L | IPC Class 3 |
Heavy copper etch analysis. Creepage/clearance audit per IEC 60664. Thermal via optimization.
Copper-weight-optimized etching. High-Tg or polyimide lamination. Hybrid stackup bonding.
IGBT/SiC module placement. Heavy copper thermal profiling. SPI → AOI → X-Ray on 100%.
4kV HiPot on 100%. Thermal cycling -40/+125°C sample testing. Partial discharge screening.
Conformal coating for outdoor products. Final HiPot verification. 99.2% on-time delivery.
Inside the Factory
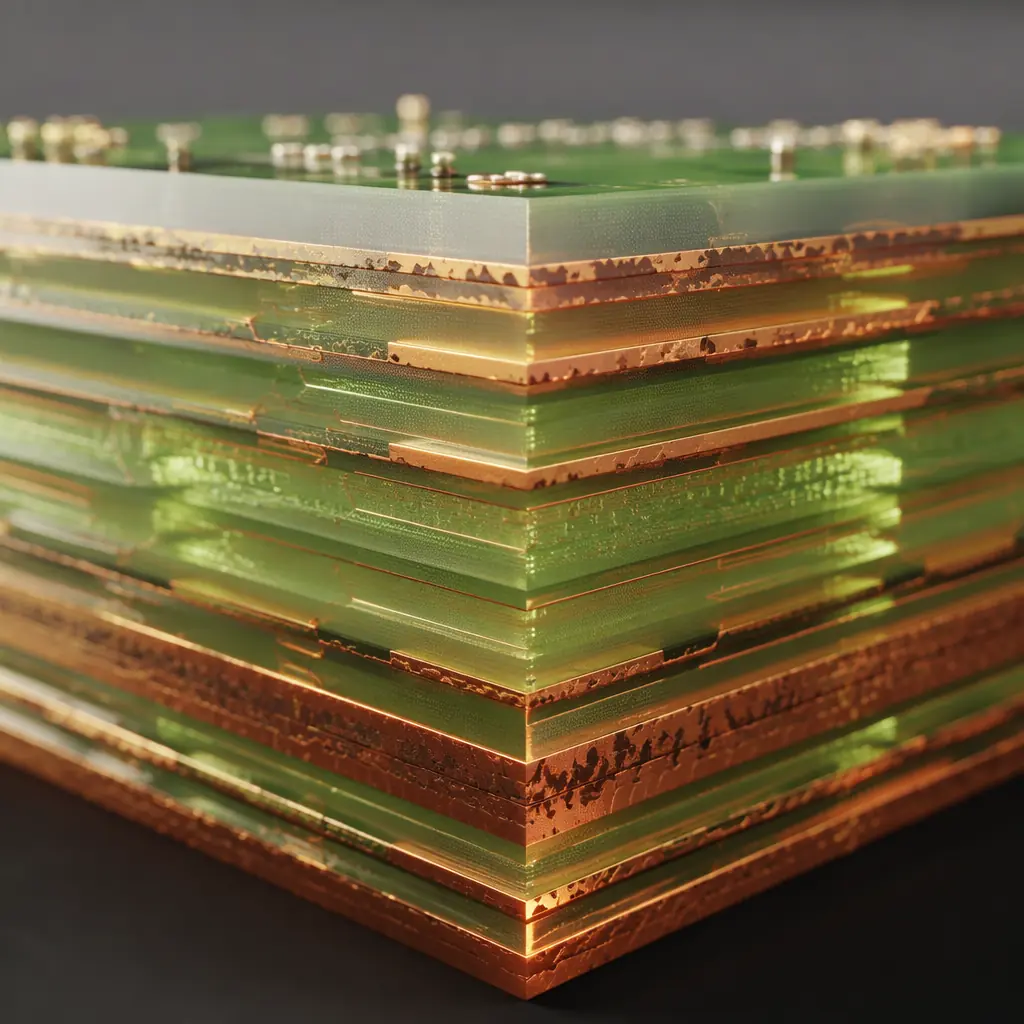
Heavy copper (10-12oz) has different CTE mismatch behavior than standard 1oz. Cross-sections at 0, 250, 500, 1000 cycles. No delamination, no barrel cracks, no CAF growth. If they don't have this data, they haven't qualified heavy-copper reliability.
HiPot test on 100% of boards — not sample, not "design verification." 4kV DC for 1 second, leakage <1mA. Isolation slots post-routing washed and inspected before HiPot. Ask for test data from a recent order.
Some components need rework access. Masked connectors, peelable solder mask over test points. Documented re-coating procedure after rework with HiPot re-verification. Not "spray the whole board and hope nothing fails."
Laminated planar bus structure with thin dielectric for low ESL. <5nH total loop inductance from DC link to switching node. Critical for SiC/GaN with >50V/ns dv/dt. Ask for partial discharge test data.
Send us your power stage schematic, voltage/current requirements, and thermal budget. We'll respond within 24 hours with a DFM analysis covering heavy copper feasibility, HiPot isolation strategy, thermal management, and enclosure integration — from a manufacturer that builds power electronics PCBs daily.
Upload your power stage design and voltage/current specs. We'll respond within 24h with DFM review, heavy copper analysis, and HiPot isolation strategy.